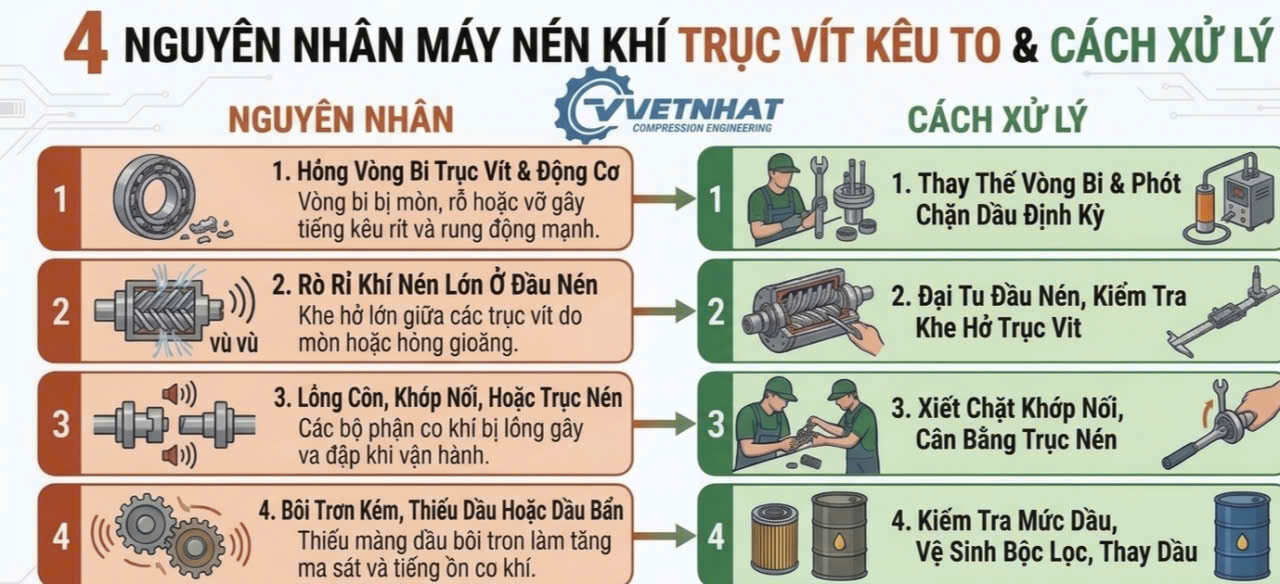
Máy nén khí trục vít kêu to bất thường là dấu hiệu cảnh báo nghiêm trọng về hư hỏng vòng bi, lệch tâm trục hoặc mòn trục vít. Nếu không xử lý kịp thời, cụm đầu nén có thể bị bó cứng, gây đình trệ sản xuất và tiêu tốn chi phí sửa chữa gấp 5-10 lần bảo trì định kỳ. Bài viết này sẽ phân tích chi tiết 5 nguyên nhân cốt lõi và hướng dẫn cách khắc phục dứt điểm tiếng ồn lạ, giúp hệ thống vận hành ổn định và tối ưu tuổi thọ thiết bị.
Máy nén khí trục vít kêu to – Cách nhận diện tiếng kêu
Tiếng rít chói tai (Screeching/Squealing)
Đây là dấu hiệu phổ biến nhất nhưng thường bị ngó lơ cho đến khi máy đứt dây đai.
Nguyên nhân chi tiết:
– Dây đai (Belt) bị trão hoặc nhiễm dầu: Khi bề mặt tiếp xúc giữa dây đai và pulley bị trượt, ma sát sinh nhiệt tạo ra tiếng rít.
– Bạc đạn (Vòng bi) mô tơ hết mỡ: Khi mỡ bôi trơn bị khô hoặc biến chất, các viên bi ma sát trực tiếp với ca bi.
– Hệ quả: Làm giảm hiệu suất truyền động, gây nóng motor và có thể dẫn đến cháy cuộn dây.
Tiếng kim loại va chạm (Clanking/Knocking)
hãy cẩn thận, đây là mức độ NGUY HIỂM CAO. Nếu nghe tiếng “cạch cạch” đanh thép, hãy dừng máy ngay lập tức.
Nguyên nhân chi tiết:
– Trục vít bị lệch tâm: Khe hở giữa hai trục vít hoặc giữa trục vít với vỏ buồng nén bị mất cân bằng, dẫn đến va chạm trực tiếp.
– Vỡ bi đầu nén: Các mảnh vỡ của vòng bi rơi vào buồng nén.
– Hệ quả: Phá hủy hoàn toàn đầu nén (Air-end). Chi phí phục hồi lúc này có thể chiếm 40-60% giá trị máy.
Tiếng rung lắc mạnh và va đập cơ khí (Vibration)
Tiếng động này thường đi kèm với độ rung có thể cảm nhận bằng mắt thường.
Nguyên nhân chi tiết:
– Lỏng bu lông định vị: Các kết nối cơ khí giữa motor, đầu nén và bình chứa bị nới lỏng sau thời gian dài vận hành.
– Hỏng hệ thống giảm chấn (Rubber Mounts): Các cục cao trau chân đế bị lão hóa, mất khả năng triệt tiêu dao động.
– Hệ quả: Gây nứt gãy các mối hàn ống dẫn khí và làm hư hỏng các linh kiện điện tử trong tủ điều khiển do rung động quá mức.
Tiếng xì hơi kéo dài (Hissing)
– Nguyên nhân chi tiết:
– Rò rỉ khớp nối: Các đầu nối nhanh, co nối lâu ngày bị hở gioăng.
– Lỗi van an toàn: Van bị kẹt hoặc lò xo yếu, khiến khí nén thoát ra liên tục dù chưa đạt áp suất xả.
– Hệ quả: Máy phải chạy liên tục không nghỉ để bù áp, gây lãng phí điện năng cực lớn và giảm tuổi thọ dầu máy.
Bảng chuẩn đoán và sửa lỗi máy nén khí trục vít kêu to
| Nguyên nhân chính | Đặc điểm âm thanh / Hiện tượng | Thông số & Kỹ thuật cần lưu ý | Hành động khắc phục |
| Dầu bôi trơn | Kêu rít chói tai, nhiệt độ đầu nén tăng nhanh (>100°C). | Độ nhớt giảm, dầu bị oxy hóa hoặc dưới mức cho phép tại kính thăm. | Kiểm tra mức dầu; Thay dầu định kỳ (2000-4000h) và lọc dầu. |
| Vòng bi đầu nén | Kêu “rầm rầm”, rung lắc dữ dội tại cụm đầu nén. | Độ rơ vòng bi vượt quá ngưỡng 0.05 – 0.1 mm. | Dừng máy khẩn cấp; Thay vòng bi mới trước khi bó cứng đầu nén.Dừng máy khẩn cấp; Thay vòng bi mới trước khi bó cứng đầu nén. |
| Cặp trục vít | Tiếng va đập cơ khí theo chu kỳ vòng quay. | Khe hở Micron bị sai lệch do dị vật hoặc giãn nở nhiệt quá mức. | Hạ đầu nén, căn chỉnh lại khe hở kỹ thuật hoặc mài phục hồi. |
| Khớp nối / Dây đai | Tiếng “cọc cạch” (khớp nối) hoặc “rít” (dây đai). | Đệm cao su giảm chấn bị vỡ; dây đai bị trùng hoặc puly lệch tâm. | Thay đệm cao su khớp nối; Căng lại hoặc thay dây đai mới. |
| Motor điện | Tiếng “u u” trầm, Motor nóng nhanh bất thường. | Dòng điện giữa các pha lệch nhau > 5%; vòng bi motor khô mỡ. | Dùng ampe kìm kiểm tra 3 pha; bảo trì vòng bi hoặc cân bằng lại rotor. |
Các bước kiểm tra và xử lý máy nén khí trục vít kêu to tại chỗ
Ngắt nguồn và Cô lập năng lượng
– Thực hiện: Ngắt cầu dao tổng, khóa ổ khóa cá nhân và treo biển cảnh báo.
– Xả áp: Không chỉ xả áp bình chứa mà phải xả áp trên toàn bộ đường ống dẫn và cụm lọc.
– Kiểm tra: Dùng bút thử điện hoặc đồng hồ vạn năng xác nhận điện áp dư bằng 0 trước khi chạm tay vào máy.
Kiểm tra vật tư tiêu hao và Hệ thống truyền động
– Mức dầu: Kiểm tra qua kính thăm dầu (sight glass). Dầu phải trong, không bị nhũ hóa (màu cà phê sữa) hoặc đen đặc. Nếu dầu thiếu, phải châm đúng loại độ nhớt quy định.
– Dây đai (Belt): Không chỉ kiểm tra độ căng bằng tay. Phải kiểm tra độ lệch của puly và dấu hiệu rạn nứt mặt trong dây đai.
– Vệ sinh: Dùng khí nén vệ sinh lọc gió và giàn giải nhiệt. Bụi bẩn ở đây chính là nguyên nhân gây quá nhiệt.
Kiểm soát liên kết và Chống rò rỉ
– Siết ốc: Sử dụng cờ lê lực đối với các bu lông đầu nén và chân đế để đảm bảo lực siết đồng nhất, tránh biến dạng cơ khí.
– Rò rỉ: Dùng nước xà phòng hoặc thiết bị siêu âm dò rỉ tại các khớp nối, van một chiều và van xả áp.
– Đệm cao su: Kiểm tra các cao su giảm chấn chân đế xem có bị lão hóa, nứt vỡ hay không.
Chẩn đoán tình trạng hoạt động
– Đo độ rung: Sử dụng cảm biến gia tốc để đo biên độ rung. Nếu vượt ngưỡng 2.8 mm/s (tùy công suất máy), vòng bi đầu nén có vấn đề.
– Nhiệt độ: Dùng súng hồng ngoại đo nhiệt độ tại các điểm: đầu ra khí, vòng bi và motor.
– Dòng điện: Đo dòng khởi động và dòng chạy ổn định của motor để phát hiện sớm các lỗi chạm chập hoặc quá tải cơ khí.
Bảng Bảo Trì Để Tránh Lỗi Máy Nén Khí trục vít kêu to
| Hạng mục kiểm tra | Tần suất | Thao tác kỹ thuật | Mục tiêu kiểm soát tiếng ồn |
| Mức dầu & Độ rung | Hàng ngày | Kiểm tra kính thăm dầu; Quan sát độ rung vỏ máy bằng mắt/cảm quan. | Tránh tiếng gõ cơ khí do thiếu bôi trơn và rung động cộng hưởng vỏ máy. |
| Hệ thống xả ngưng | Hàng tuần (50-100h) | Xả nước tại bình tích áp và các bộ lọc đường ống. | Triệt tiêu tiếng “vỗ nước” (water hammer) và tiếng rít do cản trở dòng khí. |
| Lọc khí & Dây đai | Định kỳ 500h | Vệ sinh lọc (thổi bụi từ trong ra ngoài); Kiểm tra độ căng/độ rơ dây đai. | Loại bỏ tiếng rít (shrieking) khi khởi động và tiếng hú do tắc nghẽn nạp. |
| Bộ lọc nạp & Lọc dầu | Định kỳ 2.000h | Thay mới hoàn toàn lọc khí và lọc dầu chính hãng. | Giảm áp suất âm đầu vào; tránh tiếng “gầm” (growling) do động cơ quá tải. |
| Lọc tách & Cân tâm | Định kỳ 4.000h-8.000h | Thay lọc tách dầu; Thay dầu máy; Cân tâm laser khớp nối Motor – Đầu nén. | Triệt tiêu rung động bậc cao; ngăn chặn tiếng gầm từ ổ bi và khớp nối bị lệch tâm. |

Khi nào cần gọi thợ kỹ thuật chuyên nghiệp?
– Tiếng ồn đột biến: Khi độ ồn vượt quá 85dB hoặc xuất hiện tiếng kim loại va chạm (cạch cạch liên tục). Đây là dấu hiệu ổ bi hoặc trục khuỷu đã nát.
– Rung lắc & Khói: Máy rung giật mạnh đi kèm khói hoặc mùi khét. Báo hiệu ngắn mạch hoặc ma sát khô do cạn dầu nghiêm trọng.
– Nhiệt độ khí xả: Đầu nén vượt ngưỡng 100°C – 110°C. Lúc này dầu mất độ nhớt, các chi tiết cơ khí đang bị “thiêu” sống.
– Áp suất bất thường: Kim đồng hồ nhảy loạn hoặc van an toàn xả liên tục dù chưa đủ áp. Hệ thống điều khiển hoặc van một chiều đã hỏng.
Lưu Ý: Chỉ làm khi lỗi nằm ở ngoại vi như: siết lại khớp nối dây hơi rò rỉ, thay dầu/vệ sinh lọc định kỳ, hoặc kiểm tra lại nguồn điện/CB tổng khi máy không vào điện.
Tuyệt đối không tự ý tháo cụm đầu nén
– Sai lệch Micromet: Khe hở trục vít/piston cực nhỏ. Lắp lệch một chút là máy tự nghiền nát chính nó khi khởi động.
– Hỏng gioăng đặc chủng: Tháo ra là hỏng phớt, gây rò rỉ vĩnh viễn mà keo thường không bao giờ xử lý được.
– Nguy cơ cháy nổ: Lắp sai hệ thống làm mát hoặc van điều áp sẽ biến bình chứa thành “bom” do nhiệt độ tăng phi mã.
CÔNG TY TNHH KỸ THUẬT KHÍ NÉN VIỆT NHẬT
VP Hà Nội: Số 70, P.Văn Trì, P.Tây Tựu, TP. Hà Nội
VP HCM: 302/14 Trần Thị Năm, P.Trung Mỹ Tây, Tp Hồ Chí Minh
Điện thoại: 0862 45 8386 / 0961 435 839
W: Sieuthimaynenkhitrucvit.com
Lỗi máy kêu to chỉ là một trong nhưng sự cố của: Lỗi Máy Nén Khí Trục Vít – Khí Nén Việt Nhật

